洗砂、制砂、筛砂一体化解决方案供应商
致力生产砂石分离机,混凝土砂石分离机,压滤机,洗车机系列产品
24小时咨询热线
158-5218-1150

洗砂、制砂、筛砂一体化解决方案供应商
致力生产砂石分离机,混凝土砂石分离机,压滤机,洗车机系列产品
24小时咨询热线
158-5218-1150

联系人:刘经理
电话:15852181150 / 13685157470
网址:www.xzjhhb.com
地址:徐州高新技术产业开发区新区街道麦楼社区
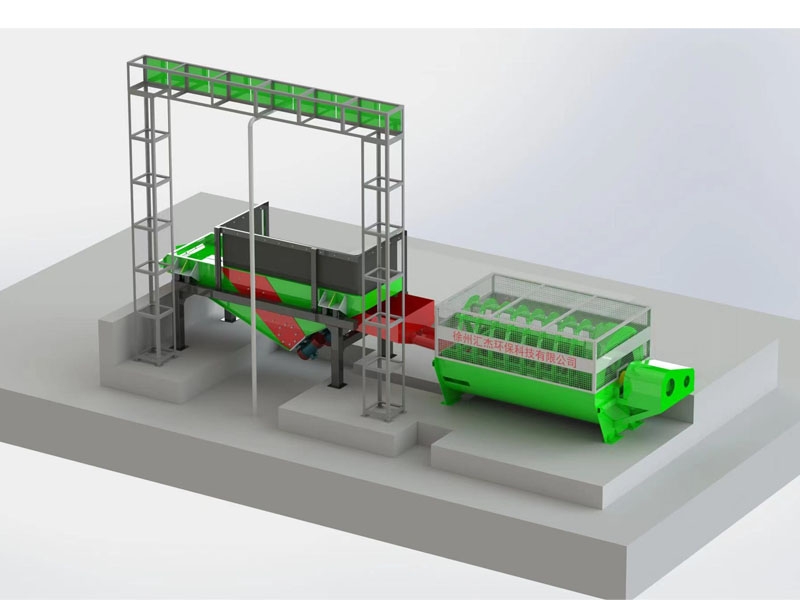
随着环保政策的趋严,搅拌站的废水、废浆回收利用已成为硬性要求,砂石分离机作为核心设备,直接影响资源回收效率与环保达标情况。如何选择适合的型号?砂石分离机厂家结合行业经验,从以下几方面为您提供参考。
一、明确自身核心需求:处理量与物料特性是基础
处理量是选型的核心指标,需根据搅拌站生产规模精准计算。例如,HZS50型搅拌站每小时生产50方混凝土,砂石占比约70%,则每小时产生的废砂石量约35方,但考虑到废水浆中砂石的含水率(通常30%-50%)及分离效率(约80%-90%),需选择处理量为10-15方/小时的设备(需连续处理,避免堆积)。
此外,物料特性决定设备适配性:
砂石粒径:若粗骨料(>50mm)占比高,需选择滚筒间隙较大的型号(如10mm间隙);若细砂(<5mm)多,优先选螺旋式或振动式(分离精度更高)。
水泥浆浓度:浓度超过15%时,需搭配脱水筛或压滤机,避免砂石粘连影响分离效果。
杂质情况:若含塑料、钢筋头等杂物,需在进料口加装格栅,或选择具有防堵设计的设备。

二、根据分离原理选择设备类型:匹配场景是关键
常见砂石分离机分为三类,各有优劣:
滚筒式分离机
原理:通过滚筒旋转筛分砂石,结构简单,维护成本低(仅需定期更换滚筒筛网)。
适用场景:处理量大(10-30方/小时)、杂质少的中型搅拌站,适合连续作业。
缺点:分离精度稍差(细砂回收率约85%)。
螺旋式分离机
原理:螺旋叶片推送砂石,利用离心力分离水泥浆,分离精度高(细砂回收率>90%)。
适用场景:细砂占比高、对回收质量要求高的项目(如预制构件厂)。
缺点:易堵塞(需定期清理螺旋叶片),处理量相对较小(5-20方/小时)。
振动式分离机
原理:振动筛网分层分离砂石,效率高(处理速度快),占地面积小。
适用场景:小型搅拌站(处理量5-10方/小时)或场地紧张的项目。
缺点:噪音大(需加装隔音装置),对安装基础要求高(需防震设计)。
此外,沉淀池式分离机成本低,但占地面积大(需30-50㎡),分离效率低(约70%),仅适合微型搅拌站。
三、结合场地条件优化选型:空间与安装要适配
场地条件直接限制设备选择:
占地面积:滚筒式(约10㎡)、螺旋式(约8㎡)适合场地紧张的搅拌站;沉淀池式需预留较大空间。
安装高度:螺旋式分离机需进料落差(约1.5-2米),若场地高度不足,需调整基础设计(如抬高进料口)。
水电条件:水洗式分离机需稳定水源(5-10吨/小时),若水源紧张,可选择半干分离型号或搭配水循环系统(减少用水量80%)。
四、关注设备配置与质量:耐用性决定长期价值
设备材质与配件直接影响使用寿命:
核心部件:滚筒、螺旋叶片需采用高锰钢材质(耐磨度比普通钢材高3-5倍),避免频繁更换。
电机与减速机:选择国标品牌,效率高(≥90%)、故障率低,减少后期维护成本。
辅助设备:脱水筛(降低砂石含水率至15%以下,方便二次利用)、压滤机(处理废水,实现循环使用)是提升效率的关键,选型时需一并考虑。
五、考察厂家实力与服务:售后保障不可少
选择靠谱厂家是选型的最后一步:
资质与案例:优先选择具有环保设备认证(如CCEP)、服务过大型搅拌站(如中建、中铁)的厂家,确保设备质量。
定制化能力:能否根据场地、物料特性调整设备参数(如滚筒间隙、螺旋转速),满足个性化需求。
售后服务:确认是否提供安装调试、操作人员培训、保修期限(≥1年)、24小时上门维修等服务,避免设备故障影响生产。
此外,价格需综合考量:低价设备可能采用劣质材质(如普通钢材),寿命仅1-2年;而优质设备寿命可达5-8年,长期来看性价比更高。
砂石分离机选型需综合自身需求、设备类型、场地条件、质量配置及厂家服务。建议在选型前与厂家充分沟通,提供详细的生产数据(如搅拌站规模、物料特性)和场地图纸,让厂家出具定制化方案,确保设备与需求完美匹配。选对型号,不仅能实现砂石高效回收(回收率>90%)、废水循环利用,还能降低生产成本,助力搅拌站实现环保与效益双赢。